
Und hier noch ein Beispiel einer anderen Einholm Stahltreppe.

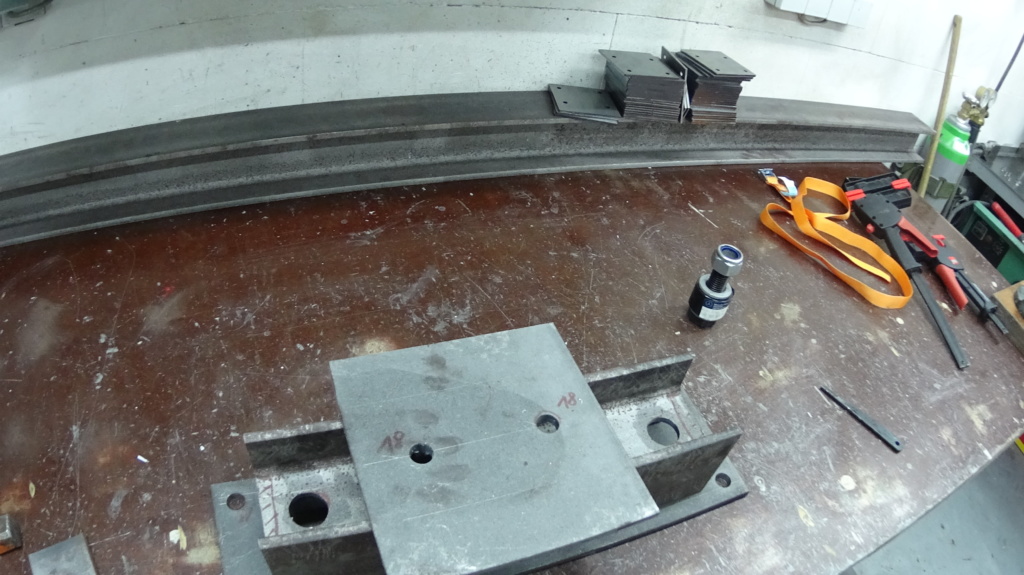
Jetzt wird die Abstützung für die Wand hergestellt.
Hier ist die vorgebohrte Grundplatte.
Zum Schweißen fase ich den Träger an allen Fugen an.
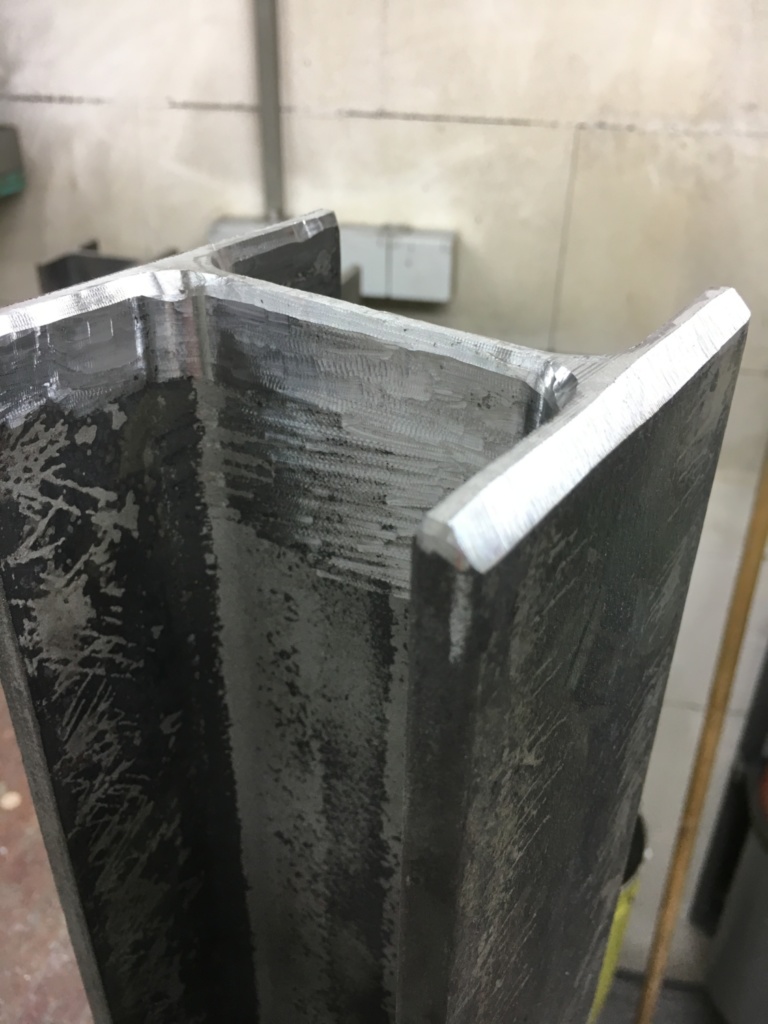
Da hier große Mengen Wärme absorbiert werden drehe ich meine Schweiß Maschine fast auf die höchste Stufe und ziehe einmal stechend rundherum eine Raupe.

So sehen die Dinger dann geputzt aus.

Und so beschichtet und montiert.

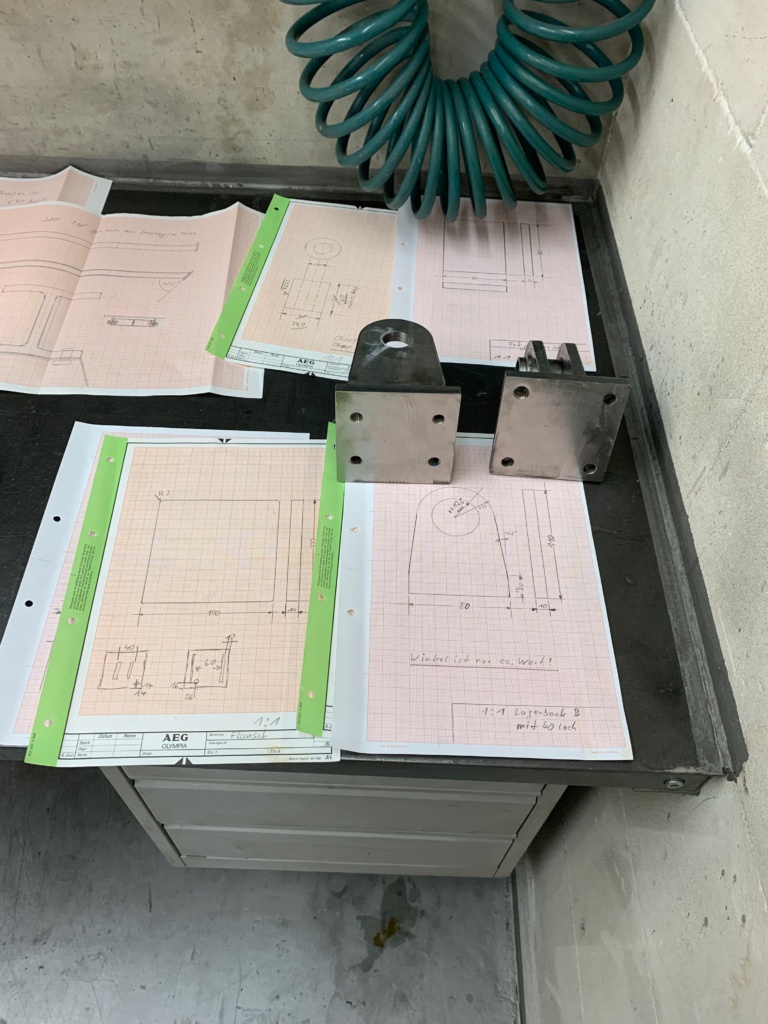
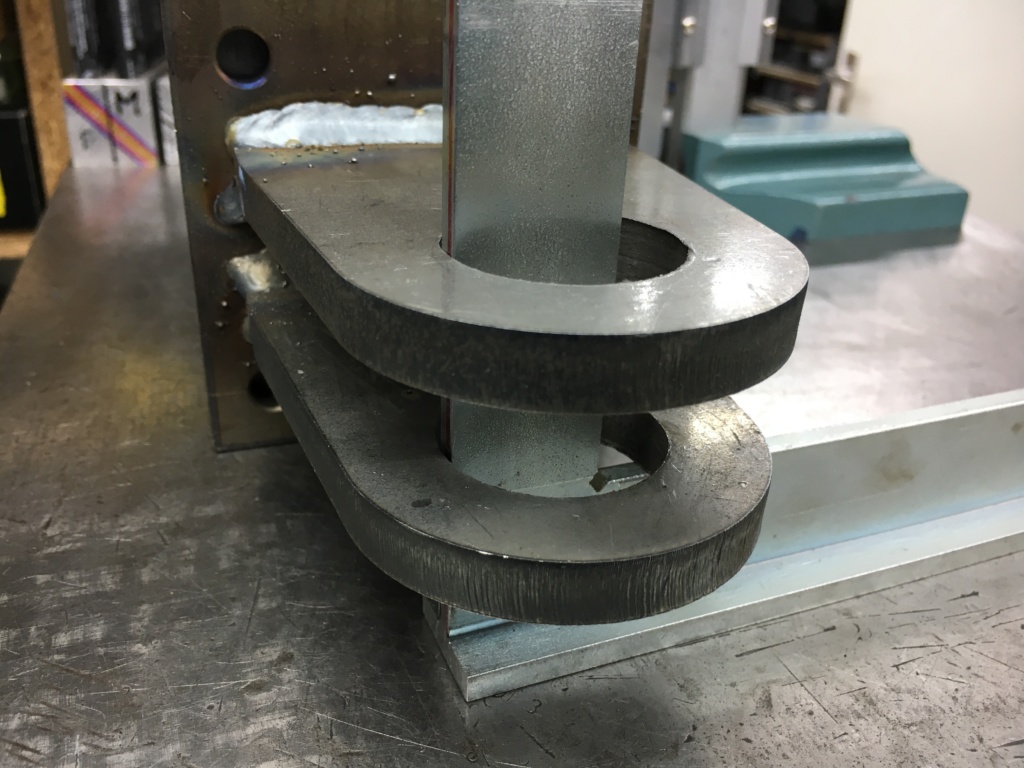
Da ich den Hauptträger mit der Abstützung verbinden wollte gibt es jetzt einen schwenkbaren Lagerbock.
Der Entwurf ist sehr einfach gehalten und wird von einem Anbieter in der Bucht für kleines Geld auf dem Laser geschnitten. Ich lasse mir von den Laschen sechzehn Stück schneiden und die 8 Basisplatten dazu.
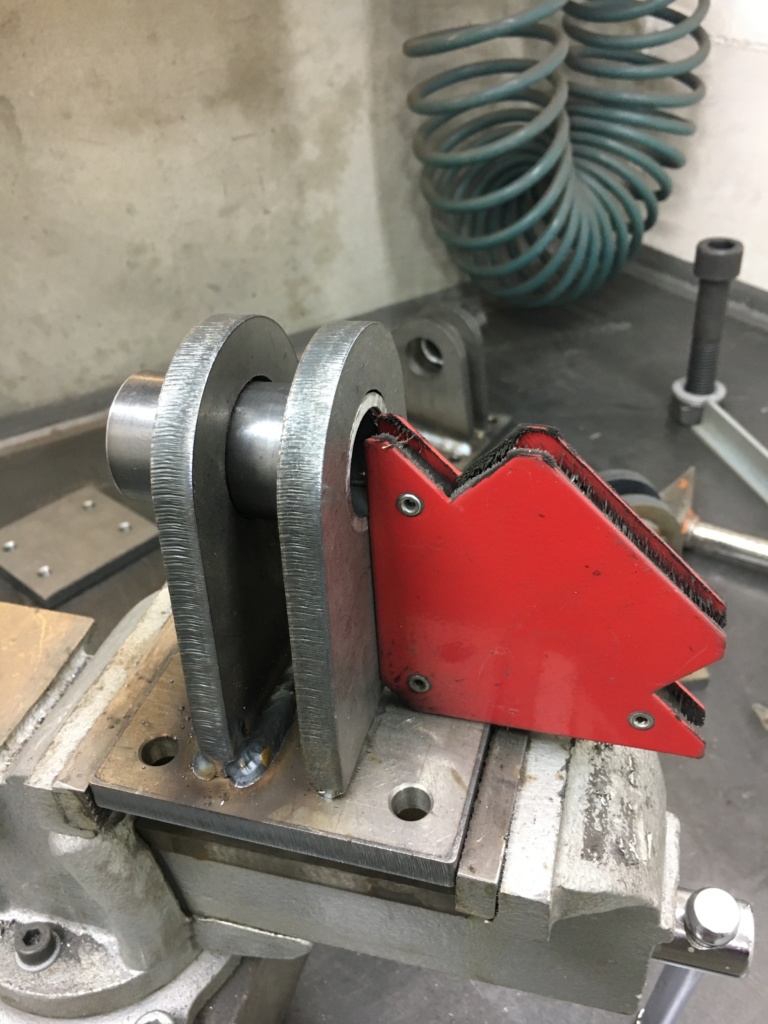
Nach den Hauptbohrungen für die Lagerfunktion kommen noch die Befestigungsbohrungen in die Grundplatten und, man ahnt es kaum, dann wird alles angerissen, um die Flansche vor dem Verschweißen ordentlich zentrisch positionieren zu können. Die Ausrichtung des Winkels erfolgt hier mit einem einfachen Winkelmagneten.
Das Nachmessen mit dem Schlosserwinkel zeigt, dass die Bohrungen fluchten.
Und dann kann auch schon die Lagerhülse eingeschweißt werden.
Nach dem Ausrichten anheften und nach dem Nachmessen

dann Durchschweißen, was jetzt nicht gerade nach selbst drehenden Schweißtisch aussieht, aber ausreicht.

So sehen die Gegenstücke dann verschweißt aus.

Diese werden jetzt entfettet und beschichtet. Hier kommt die gleiche Beschichtung wie am Hauptträger zum Einsatz, als 2K Epoxid Grundierung und 2K PU Decklack.
Und so sieht die Abstützung dann fertig verbaut aus.

Und so in einem weiteren Beispiel.

